关于钣金工艺孔,很多钣金加工初学者都会感到头疼,弄不太明白应该开什么样的工艺孔,开圆孔还是开方孔,开在哪里比较合理……今天e键打印就来跟大家简单聊聊钣金工艺孔的开孔技巧。
说起钣金工艺孔,它的作用是为了在钣金折弯过程中不至于拉料。当钣金折弯线交叉于一点时,或钣金折弯线与钣金棱边接近,且小于2倍板厚时,需要增加钣金折弯工艺孔避免折弯拉料。折弯工艺孔一般都用在包边折弯的钣金件上,不是包边折弯的,可以不用开工艺孔。
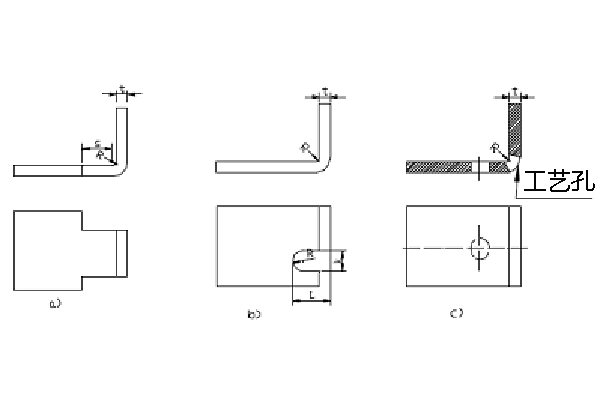
不开工艺孔的缺点:边角会少材料厚度,焊接需要填料,还容易引起焊接变形。开工艺孔的优点:包边情况下,折弯工艺孔可以让被包边顺利的折弯到位,而不至于折弯拉料。
折弯工艺孔通常用圆孔比较好一点,方孔一般看你的数冲刀具是多宽的,圆孔去料较少,成型后比较美观。折弯工艺孔(长边包短边)一般把圆心放在折弯线的交叉处即可,当然偏移个0.1-0.2也无伤大雅。
工艺孔大小怎么确定?其实是要分各种情况的,圆孔/OB孔/RE孔、靠边的、靠折弯边的、还是孔孔距离。冷板来说的话,一般开板厚的1.5倍直径的孔,一般大于2倍板厚就没什么问题了,1.0以下的薄板为了外观的话也可以不开折弯工艺孔。
此外,钣金孔折弯的时候靠近折弯线的孔容易出现被拉伸变形的情况,一般来说,孔边离折弯处的距离最小应是3倍材料厚度,这样才不会发生孔变形的现象。
总之,如果工艺孔在两条线交叉点上时,工艺孔为2倍的板厚。最小不能小于1.5倍的钣金厚度。钣金厚板折弯的话,考虑到折弯圆角时,工艺孔还要适当的加大。
e键打印是个手板加工大型服务平台,十几年行业经验,对于钣金加工、CNC加工、3D打印等各类手板加工都积累了丰富的经验,能帮助客户节省大量时间精力,欢迎马上咨询体验。


