e键打印拥有十几年的手板加工行业经验,旗下的CNC加工厂家的老师傅为我们分享经验:cnc装夹工件有以下这些常用的方式:
1、虎钳直接夹紧装夹:
这种装夹方式是数控铣加工中最简单、最方便、最经济的装夹方式。为了定位基准和设计基准、工艺基准重合,加工前一般将软钳口粗铣、精铣一刀,以便保证加工过的两个钳口对机床—个轴的平行度和对机床另外两个轴的垂直度,定位基准的准确度很高,产生的定位误差远远小于零件本身的要求,这样不会因为虎钳口的问题造成零件的超差。
这种装夹方式需要的辅助时间少,装夹方便,省去工装夹具的制造成本和制造时间,在小批量生产和单件试制生产中应用较为广泛。
2、压板压紧装夹:
这种装夹方式是数控铣加工中最常用的装夹方式。由于虎钳直接夹紧产生的夹紧力比较大,产生零件变形,即使通过调整装夹力,也无法避免变形问题。这种装夹方式的夹具制造成本低,时间周期短,结构简单,但这种装夹方式的装夹时间较长,零件加工需要两次装夹才能完成,技巧性较高,夹紧力要适当,防止零件变形。
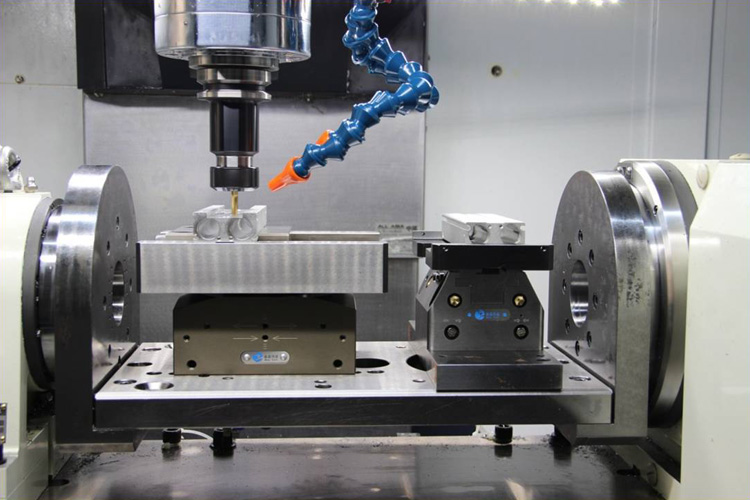
3、工装装夹:
是一般对于复杂的零件所使用的装夹方法。这种装夹方式的夹具制造成本较高,工装时间周期较长,结构较为复杂,但这种装夹方式的装夹时间短,装夹可靠方便,适合批量大的零件生产。
4、虎钳和V型块装夹:
一般用于零件比较小,外型尺寸在15mm以下,由于零件尺寸小,无法利用上述3种方法装夹,在普通铣床上进行多道工序加工,而在数控机床上一次装夹完成零件的全部加工内容,然后用锯片刀将零件切下。
cnc装夹工件的要求有以下几点:
1、夹紧装置不得影响进给,加工部位要敞开。
2、必须保证最小的夹紧变形,保证零件精度合格。
3、装卸方便,辅助时间尽量短,有条件时,批量较大的零件应采用气动、液压夹具或多工位夹具。
4、对小型零件或工序时间不长的零件,可以考虑在工作台上同时装夹数件或数十个零件进行加工。以提高效率。
5、夹具结构应力求简单,降低夹具制造成本。当零件加工批量小时,尽量采用组合夹具、可调式夹具及其他通用夹具;当零件成批生产时,应考虑采用专用夹具,但力求成本能降低。
e键打印的cnc加工厂家老师傅能够根据客户的具体需求,采用最合理的cnc装夹工件方式,帮助客户在获得满意手板的前提下,将时间和加工成本最小化。赶紧咨询体验试试吧!


